A deep dive into hotel toiletries packaging for 2026. Explore kraft, white kraft, and sugarcane paper structures designed for global hotel compliance.
In the realm of hotel supply chain management in 2026, “sustainability” has evolved from a mere PR slogan into a technical standard. As California’s SB 54 legislation enters a critical compliance phase—and as the EU imposes carbon tariffs on non-recycled materials—the hotel toiletries packaging formats are undergoing their most radical transformation since the 1980s.
As a partner with nearly 30 years of deep industry expertise, Stanley Package offers a “de-plasticization” pathway for Hotel Toiletries Packaging that is both environmentally friendly and commercially practical—achieved through the fundamental physical restructuring of base materials.
1. B2B Decision-Making Logic Under the 2026 Legal Framework
Current procurement decisions no longer focus solely on price (Unit Price); instead, the focus has shifted to the “Compliance Lifecycle.”
- Source Reduction: Compared to rigid bottles, flexible packaging improves material utilization efficiency by over 75%, directly aligning with carbon reduction targets.
- Design for Recycling: 2026 standards mandate that packaging must be capable of entering existing paper recycling streams or following biodegradable pathways.
- Microplastic Elimination: Our paper-based solutions aim to reduce the use of traditional PE extrusion coatings, opting instead for plant-based or water-based barrier coatings.
2. A Technical Deep Dive into Three Core Eco-Friendly Materials
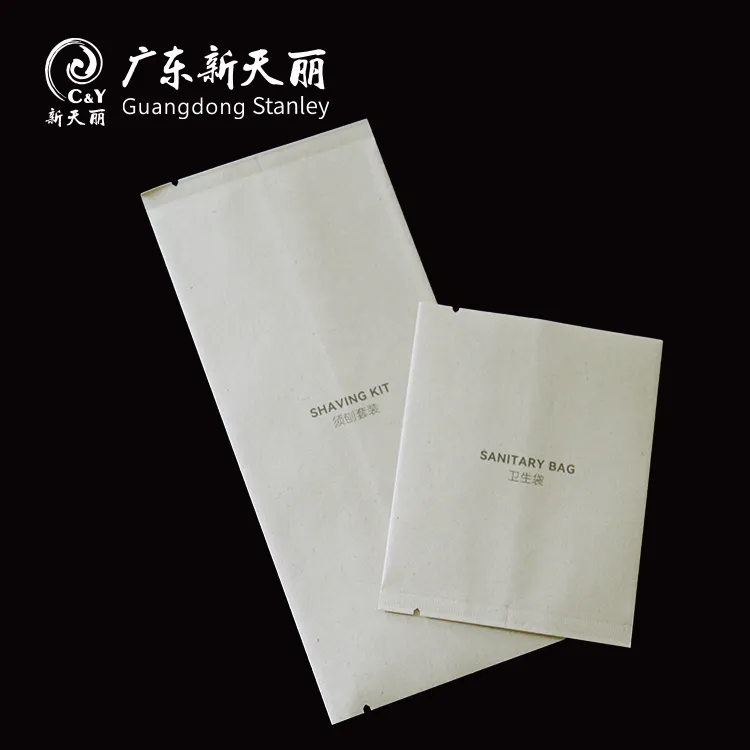
We offer more than just paper; we provide high-performance fiber barriers—multi-layered composite structures engineered to withstand extreme environmental conditions.
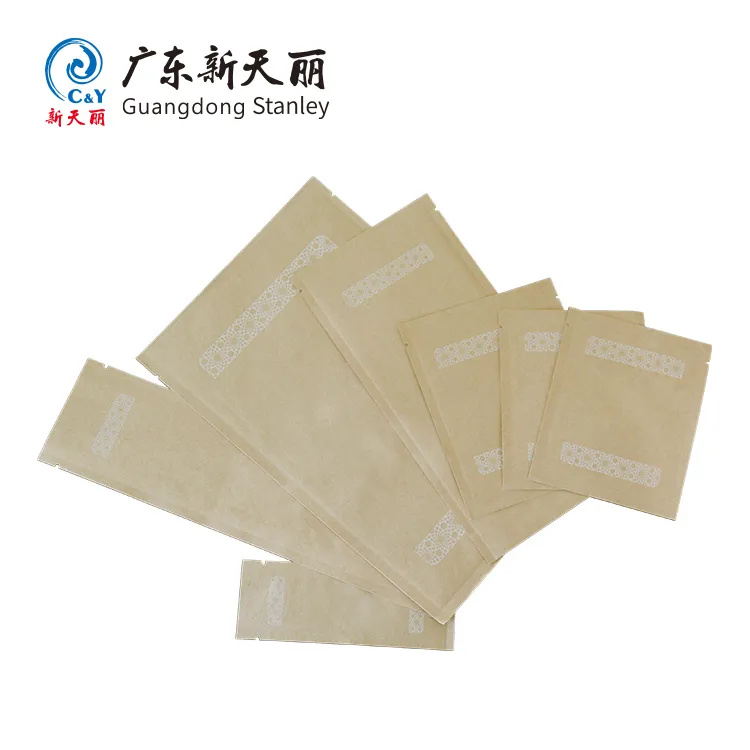
- Kraft Paper (Natural Long-Fiber Kraft)
- Technical Core: Utilizes unbleached, long-fiber softwood pulp, boasting an exceptionally high tear resistance coefficient (Mullen Burst Strength).
- Application Scenarios: By incorporating internal layers of plant-based Polylactic Acid (PLA) or high-barrier water-based coatings, this material can perfectly contain highly permeable products—such as shampoos—preventing fiber collapse caused by prolonged moisture exposure.
- Aesthetic Value: The tactile, coarse texture evokes an intuitive association with “sustainable luxury” among guests.

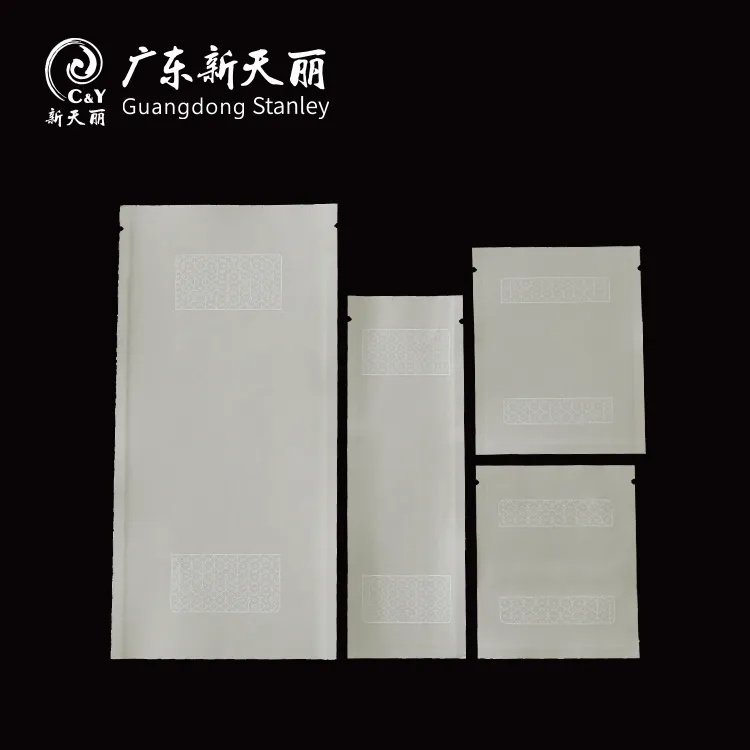
- White Kraft Paper (High-Whiteness, Medical-Grade Kraft Paper)
- Technical Core: Achieves micron-level surface flatness through a multi-stage calendering process.
- Brand Expression: Within the aesthetic landscape of 2026, pure white symbolizes “hygiene and trust.” Compatible with cold foil stamping and solvent-free printing processes, it exhibits a silky, satin-like sheen under varying light conditions—making it the preferred choice for suites in five-star hotels and above.

- Sugarcane Paper (Non-Forest Fiber: Sugarcane Pulp Paper)
- Ecological Closed Loop: As an agricultural by-product (an upcycled material), it completely eliminates any reliance on forest resources.
- Physical Properties: While sugarcane fibers naturally possess flexibility and breathability, when combined with Stanley Package’s proprietary “Liquid-Lock” coating, the material demonstrates astonishing water-resistance. Even after being left in a steam-filled bathroom for 30 days, the edges of the packaging remain crisp and rigid.

3. Performance Testing: How Does Flexible Packaging Meet the Challenge?
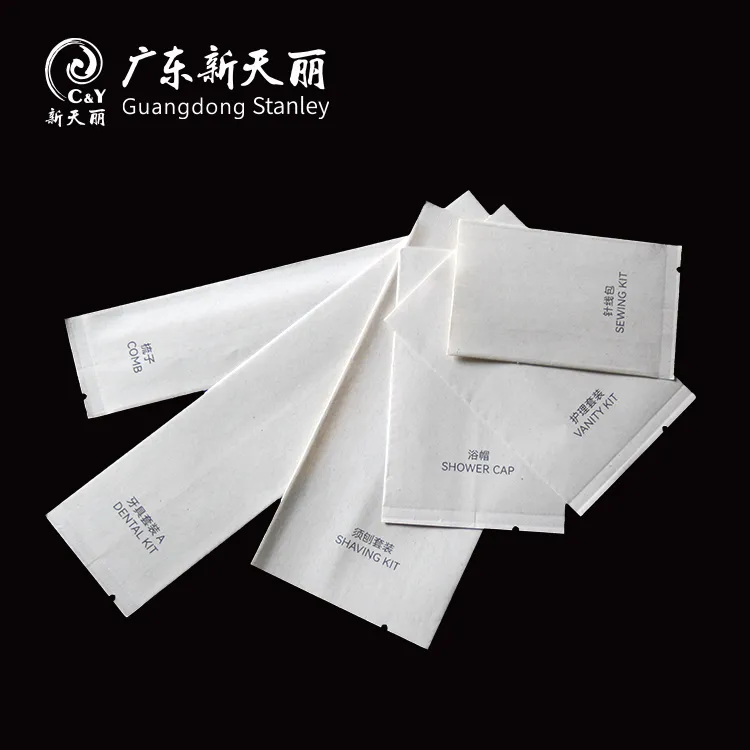
In the realm of hotel toiletries packaging, performance is the absolute baseline. Stanley Package’s paper-based solutions have undergone a series of rigorous simulation tests:
- High/Low-Temperature Cycling Test: Simulates global shipping conditions (-20°C to 60°C) to ensure that heat-sealed seams remain intact—free from delamination or brittleness.
- Compression Strength Test: Simulates the pressure exerted by guests’ luggage; the pouch body is capable of withstanding compressive forces exceeding five times its own internal volume.
- Barrier Efficiency Comparison: Our water-based coated paper achieves over 90% of the odor-retention capability of traditional aluminum-foil laminate films, ensuring that the fragrance of the toiletries remains as fresh as the day they were packaged.
4. The Value of Supply Chain Visibility: From Logistics to Reputation
- Spatial Economics: The empty volume occupied by 10,000 paper toiletries pouches is equivalent to that of just 500 plastic bottles. This translates to a 90% reduction in warehousing costs and a 60% reduction in cross-border shipping fees.
- Social Sharing Premium: By 2026, consumers will increasingly tend to share eco-friendly details on social media platforms. Packaging featuring the Stanley Package eco-label serves as the ultimate endorsement of a hotel’s “soft power.”
Stanley Package: Professional Hotel Toiletries Packaging Manufacturer
Established in 1998, Stanley Package is a world-leading Custom Flexible Packaging Manufacturer. We offer more than just products; we provide end-to-end consulting services—spanning everything from material R&D and structural design to recommendations for automated filling processes.
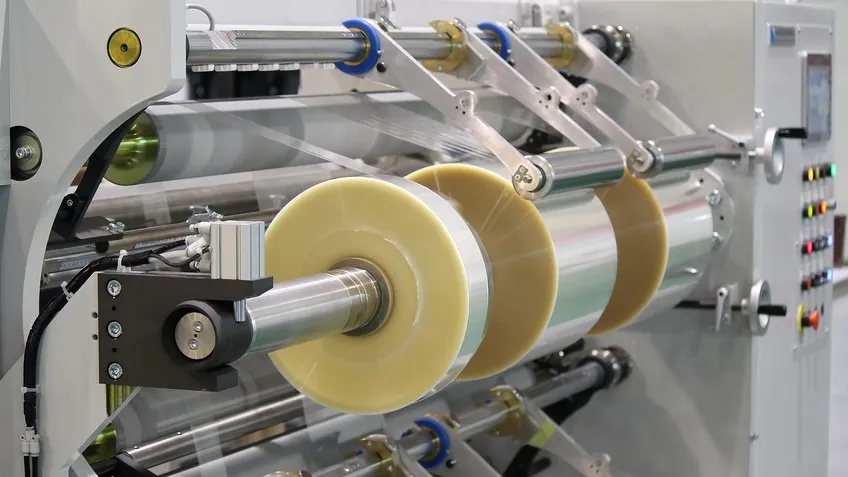
Leveraging world-class production equipment and exceptional quality management (ISO & BRC certified), we supply high-standard hotel toiletries packaging to the world’s Top 50 hotel groups and renowned personal care brands. Our product line encompasses all mainstream eco-friendly packaging pouches as well as high-efficiency roll stock packaging films.
Embark on Your Sustainability Journey
Transformation is not a destination, but rather the starting point for brand elevation.
Stanley Package offers the following exclusive services for your brand:
- Custom Material Showroom: We provide physical samples and print examples across three distinct paper-based material types.
- LCA Carbon Footprint Report: We provide scientific data on emission reductions to support your procurement decisions.
- Rapid Prototyping Channel: We offer expedited compatibility testing tailored specifically to your personal care product formulations.
[Book a Consultation with a Stanley Package Senior Packaging Advisor Today]